
Parte 1 – Le fasi della ricarica.
Parte 2 – La scelta delle attrezzature.
Parte 3 – La scelta del materiale di consumo.
Parte 4 – Ricarica 9×21 passo per passo.
Parte 5 – Problemi e soluzioni.
Nelle parti precedenti abbiamo visto quale attrezzatura e quali materiali di consumo convenga reperire per poter cominciare a ricaricare il 9×21 nell’ottica di ridurre i costi e mantenere una certa versatilità, prendendo come riferimento una produzione di almeno qualche migliaio di cartucce all’anno.
Il materiale identificato su cui lavorare era il seguente:
- Banco da ricarica in legno (optional)
- Pressa Lee Pro 1000 9mm Luger
- Dosatore LEE micrometrico (optional)
- Bilancia Hornady Lock-N-Load a stadera (500 grani +/- 0,1 gr)
- Calibro (almeno ventesimale, meglio sessagesimale)
- Vaschette porta oggetti
- Chiave inglese #28 o passo variabile per regolazione dies
- Viti/rondelle/bulloni per fissaggio pressa al banco di lavoro
- Bossoli 9×21 di recupero (di primo sparo..)
- Inneschi CCI Small Pistol 500 (confezione minima 100 inneschi).
- Palle Ramate Fiocchi 9mm Fmj 123grs RN (confezione minima 500pz).
- Polvere Cheddite Granular S Fine (confezione minima 500g).
Passiamo ora a qualche nota pratica su come predisporre l’attrezzatura e su come realizzare le prime cartucce.
![]() ATTENZIONE!: Quanto scritto nelle seguenti pagine non vuole essere una guida alla ricarica, ma solo materiale informativo divulgato con lo scopo di dare una visione di alto livello sull’argomento. Le operazioni descritte possono essere pericolose e soprattutto all’inizio dovrebbero essere effettuate con la presenza di persone competenti in materia. Non ci assumiamo nessuna responsabilità per danni di alcun tipo derivanti dalle attività qui descritte.
ATTENZIONE!: Quanto scritto nelle seguenti pagine non vuole essere una guida alla ricarica, ma solo materiale informativo divulgato con lo scopo di dare una visione di alto livello sull’argomento. Le operazioni descritte possono essere pericolose e soprattutto all’inizio dovrebbero essere effettuate con la presenza di persone competenti in materia. Non ci assumiamo nessuna responsabilità per danni di alcun tipo derivanti dalle attività qui descritte.
Il Setup dell’attrezzatura
La scelta di una pressa progressiva, pur garantendo una produzione più veloce, porta con sé una serie di attenzioni maggiori, il setup sarà un po’ più lungo rispetto ad una monostazione e occorrerà una “sensibilità” ed un’attenzione maggiore in tutte le fasi della ricarica, soprattutto con presse progressive di fascia bassa.
Il montaggio della pressa progressiva Lee pro 1000
Se come suggerito siamo riusciti a destinare uno spazio alle attività di ricarica e ci siamo procurati un banco da lavoro di una certa stabilità con un pianale in legno possiamo procedere con il montaggio della pressa.

La prima operazione da effettuare è il fissaggio della pressa al banco di lavoro. La base della pressa Lee Pro 1000 presenta 3 fori appositamente studiati, dovremo quindi utilizzarli per avvitare o meglio ancora imbullonare la pressa al piano del banco da lavoro. Se possiamo destinare una posizione definitiva alla nostra pressa procediamo quindi a:
- Posizionare la pressa.
- Segnare con un pennarello la posizione dei fori di fissaggio.
- Con un trapano praticare dei fori di diametro analogo a quelli sulla base della pressa.
- Fissare la pressa con delle viti passanti e una coppia di dadi/controdadi ed eventualmente rondelle per garantire una stabilità permanente.
In questo modo la pressa sarà sufficientemente stabile e potrete esercitare sulla sua leva la forza necessaria per effettuare tutti i passaggi del ciclo di ricarica.
 La base della pro 1000 è stata pensata come serbatoio degli inneschi usati rimossi dal die decapsulatore, sarebbe pertanto consigliabile effettuare un’apertura sul piano di lavoro in modo che tali residui possano essere raccolti in un cassettino posizionato sotto di esso. Un modo pratico ed ingegnoso è di avvitare il tappo di un barattolo forato sotto al banco da lavoro, in modo che gli inneschi usati passino dalla pressa, attraversino il bancone forato, passino dal tappo avvitato sotto al bancone e finiscano nel barattolo precedentemente avvitato al suo tappo. In alternativa è possibile utilizzare un contenitore ricavato da un pezzo di latta/stagnola che raccolga gli inneschi prima che possano ricadere all’interno della base, esteticamente meno elegante, ma piuttosto pratico.
La base della pro 1000 è stata pensata come serbatoio degli inneschi usati rimossi dal die decapsulatore, sarebbe pertanto consigliabile effettuare un’apertura sul piano di lavoro in modo che tali residui possano essere raccolti in un cassettino posizionato sotto di esso. Un modo pratico ed ingegnoso è di avvitare il tappo di un barattolo forato sotto al banco da lavoro, in modo che gli inneschi usati passino dalla pressa, attraversino il bancone forato, passino dal tappo avvitato sotto al bancone e finiscano nel barattolo precedentemente avvitato al suo tappo. In alternativa è possibile utilizzare un contenitore ricavato da un pezzo di latta/stagnola che raccolga gli inneschi prima che possano ricadere all’interno della base, esteticamente meno elegante, ma piuttosto pratico.
La pro 1000 inoltre prevede l’espulsione delle cartucce caricate attraverso l’apposito scivolo laterale, è quindi consuetudine affiancare alla pressa una vaschetta rossa da ferramenta, in modo che possa raccogliere le cartucce completate. Per comodità è utile fissare la vaschetta in modo permanente al piano di lavoro, attraverso un paio di viti+rondella
 Un’altro accessorio che risulta molto comodo avere è una piccola vaschetta (sempre dello stesso genere di quella precedentemente fissata al banco) adibita a contenere le palle da inserire nelle cartucce. In questo modo le operazioni di ricarica saranno più comode e veloci. Il fissaggio della vaschetta può essere fatto utilizzando una staffetta angolare per fissarla alla vaschetta porta colpi oppure posizionandola in modo rialzato tramite un blocchetto di legno che faccia da spessore
Un’altro accessorio che risulta molto comodo avere è una piccola vaschetta (sempre dello stesso genere di quella precedentemente fissata al banco) adibita a contenere le palle da inserire nelle cartucce. In questo modo le operazioni di ricarica saranno più comode e veloci. Il fissaggio della vaschetta può essere fatto utilizzando una staffetta angolare per fissarla alla vaschetta porta colpi oppure posizionandola in modo rialzato tramite un blocchetto di legno che faccia da spessore
 Un’altra piccola modifica che può essere utile praticare fin da subito è quella di ritagliare una piccola linguella in latta da sostituire allo spillo che permette l’estrazione del bossolo dallo shellplate una volta terminato il ciclo di ricarica. Lo spillo originale non è molto efficiente e spesso le cartucce completate finiscono per non cadere lungo lo scivolo, incastrandosi in altri punti e rallentando la produzione.
Un’altra piccola modifica che può essere utile praticare fin da subito è quella di ritagliare una piccola linguella in latta da sostituire allo spillo che permette l’estrazione del bossolo dallo shellplate una volta terminato il ciclo di ricarica. Lo spillo originale non è molto efficiente e spesso le cartucce completate finiscono per non cadere lungo lo scivolo, incastrandosi in altri punti e rallentando la produzione.
A questo punto possiamo iniziare il setup dei dies e la prima configurazione della pressa.
La regolazione dei dies
La pro 1000 prevede la possibilità di installare 3 dies che per il 9×21 (e anche in generale) sono i seguenti:

- Die #1 – Ricalibratore e Decapsulatore
- Die #2 – Svasatore e Alimentazione polvere
- Die #3 – Inserimento palla e Crimpatore
Per la loro regolazione è utile procurarsi una o chiave inglese variabile (o una fissa del 28)
I dies vanno avvitati degli appositi fori sulla testa della pressa, lo shellplate posizionerà i 3 bossoli bossoli in corrispondenza delle tre stazioni. Vediamo quindi come regolare ognuno dei tre dies:
Die #1 – Ricalibratore e decapsulatore
Il die #1 ha la funzione di riformare il bossolo e rimuovere l’innesco usato

Le regolazioni che occorre praticare quindi sono:
- L’altezza complessiva del die.
- La lunghezza dello spillo decapsulatore.
Procediamo quindi con la prima regolazione, ovvero quella relativa alla ricalibratura. Per questa funzione occorre che il bossolo entri completante nel die, in modo da essere ricalibrato in tutta la sua lunghezza, ma che non tocchi (e soprattutto non faccia forza) sullo shellplate. Per calibrarlo quindi procediamo nel modo seguente:
- Posizioniamo la leva della pressa completamente verso il basso, in modo che la posizione dello shellplate sia completamente rialzata.

- Svitiamo completamente l’anello di fissaggio del die.
- Inseriamo il die sulla prima stazione (quella in corrispondenza dell’alimentatore dei bossoli).
- Avvitiamo il die fino a che la sua base non appoggi sullo shellplate. il die non deve fare sforzo, ma deve rimanere semplicemente appoggiato.
- Avvitiamo l’anello di fissaggio del die fino a che riusciamo a mani nude.
- Stringiamo ulteriormente (senza esagerare, non più di mezzo giro) con la chiave del 28.
Lo spillo decapsulatore deve sporgere dalla base del die di circa 3 o 4 mm e deve essere perfettamente allineato al foro di vampa. Se così non fosse occorre mettere mano anche alla seconda regolazione per alzare o abbassare lo spillo decapsulatore.
Per verificarne la corretta funzionalità della nostra configurazione seguiamo i seguenti passi:
- Prendiamo un bossolo usato (su cui sia ancora presente un innesco esausto).
- Ungiamolo esternamente con dell’olio per armi.
- Portiamo la leva della pressa in posizione elevata, in modo da poter inserire il bossolo sullo shellplate in corrispondenza del primo die.
- Abbassiamo lentamente la leva fino a completo inserimento del bossolo nel die
- Verifichiamo che lo spillo si inserisca nel foro di vampa rimuovendo l’innesco usato.
Se l’innesco non viene rimosso occorrerà abbassare ulteriormente lo spillo, attraverso questo procedimento:
- Allentiamo la ghiera che trattiene lo spillo decapsulatore ruotandola in senso antiorario aiutandoci con due due chiavi inglesi.
- Abbassiamo di un millimetro alla volta lo spillo.
- Stringiamo nuovamente la ghiera (1/2 Giro) .
- Riproviamo a decapsulare il bossolo.
Se lo spillo è troppo lungo potrebbe incastrarsi nel foro di vampa o danneggiarsi. Per come è progettata la matrice in caso di ostruzione lo spillo dovrebbe venire spinto in su attraverso la ghiera che lo trattiene. In tal caso occorrerà effettuare lo stesso procedimento di cui sopra per regolarlo nuovamente.
Die #2 – Svasatore e Alimentazione polvere
Questo die ha la funzione di svasare leggermente il colletto del bossolo per permettere il corretto posizionamento della palla prima dell’inserimento, permettendo inoltre il passaggio della polvere dal dosatore automatico della pressa. Le regolazione che potremo effettuare su questa matrice sono quindi:
- Dimensione della svasatura.
- Regolazione del passaggio polvere (affrontato nel paragrafo dedicato al dosatore e alle relative regolazioni/verifiche)
Per effettuare la prima regolazione avvitiamo il dosatore sul secondo die, in modo da lavorare già con la configurazione finale, e procediamo con i seguenti passaggi:
- Inseriamo un bossolo sullo shaellplate e posizioniamolo sotto alla seconda stazione.
- Posizioniamo la leva della pressa completamente verso il basso, in modo che la posizione dello shellplate sia completamente rialzata.
- Svitiamo completamente l’anello di fissaggio del die.
- Inseriamo il die sulla seconda stazione (quella in corrispondenza dell’innescatore).
- Avvitiamo il die (e quindi con esso anche il dosatore in modo solidale) fino a che il bossolo non entri nel die e non si cominci a sentire un po’ di attrito (l’espansore sta cominciando a penetrare nel colletto del bossolo).
- Continuiamo ad avvitare per circa mezzo giro (tanto più avviteremo tanto più verrà svasato il bossolo)
- Avvitiamo l’anello di fissaggio del die fino a che riusciamo a mani nude.
- Estraiamo il bossolo e verifichiamo la svasatura.
- Se ritenuta adeguata Stringiamo ulteriormente (senza esagerare, non più di mezzo giro) con la chiave del 28.
Per non stressare eccessivamente il bossolo la svasatura deve essere una cosa minima e tale da permettere alla palla di appoggiarsi correttamente sul bossolo per la successiva fase di inserimento.
Per le palle in piombo nudo la svasatura richiesta potrebbe essere leggermente più accentuata, ma per le palle rivestite è sufficiente un svasatura appena accennata.
Die #3 – Inserimento palla e Crimpatore
Il terzo die è responsabile dell’inserimento della palla nel bossolo e della relativa crimpatura, le regolazioni applicabili sono quindi:

- Affondamento della palla e quindi Lunghezza complessiva della cartuccia (OAL).
- Fattore di crimpatura.
Il fattore di crimpatura è regolato dalla posizione del die rispetto allo shellplate, mentre l’affondamento della palla nel bossolo e di conseguenza la lunghezza complessiva della cartuccia (OAL), è regolata dall’avvitamento della ghiera superiore ed è funzione della forma dell’ogiva otre che dalla regolazione del die.
Dato che l’OAL da impostare varierà in base alle tabelle di ricarica che andremo ad utilizzare, la regolazione principale da effettuare su questo die è quella del fattore di crimpatura, che invece rimarrà pressoché costante durante le nostre ricariche.
vediamo quindi i passaggi per la regolazione di questo die:
- Inseriamo un bossolo sullo shaellplate e posizioniamolo sotto alla terza stazione.
- Posizioniamo la leva della pressa completamente verso il basso, in modo che la posizione dello shellplate sia completamente rialzata.
- Svitiamo completamente l’anello di fissaggio del die.
- Allentiamo la ghiera di regolazione dell’affondamento della palla (fino quasi a rimuoverla)
- Inseriamo il die sulla terza stazione.
- Avvitiamo il die fino a che il bossolo non entri nel die (e cominci quindi a toccare).
- Alziamo la leva della pressa per rimuovere il bossolo dal die
- Continuiamo ad avvitare il die per circa mezzo giro (tanto più avviteremo tanto più verrà crimpato il bossolo)
- Avvitiamo l’anello di fissaggio del die fino a che riusciamo a mani nude.
- Proviamo l’effetto della regolazione sul bossolo e verifichiamo la crimpatura ottenuta
- Se la crimpatura è ritenuta adeguata Stringiamo ulteriormente (senza esagerare, non più di mezzo giro) con la chiave del 28.
- Inseriamo a questo punto una delle palle che intendiamo utilizzare sul bossolo e facciamolo penetrare nel die (La palla non entrerà nel bossolo, andrà solo posizionata su di esso in modo che rimanga dritta)
- Avvitiamo la ghiera di regolazione dell’affondamento della palla finché non si sente appoggiare sulla palla.
- Estraiamo il bossolo e avvitiamo la ghiera di regolazione dell’affondamento della palla per altri due giri completi.
- Proviamo le regolazioni effettuate inserendo una palla e affondando la leva fino a fine corsa. Estraiamo la cartuccia così assemblata.
- Misuriamo con un calibro la lunghezza complessiva della cartuccia ottenuta, se non soddisfacente procediamo avvitando ulteriormente la ghiera di regolazione a passi di mezzo giro per volta fino a raggiungere la lunghezza desiderata
La crimpatura deve essere appena percettibile su palle ramate
La lunghezza complessiva delle palle dipende dalle tabelle di ricarica, per il 9×21 da tabelle Cheddite può variare tra 28,0 e 29,4 mm. Come prima regolazione dunque partiamo con la lunghezza più ampia per poi raffinare e ridurre in base alle tabelle di ricarica che dovremo utilizzare.
La realizzazione (passo passo) delle prime cartucce
Ora che abbiamo configurato la pressa e ci siamo dotati di tutta l’attrezzatura ed il materiale necessario vediamo come realizzare una cartuccia completa passo per passo.
 ATTENZIONE!: Durante tutte le operazioni di ricarica è necessario indossare occhiali protettivi. Il materiale utilizzato è pericoloso, in particolare gli inneschi potrebbero esplodere e causare l’esplosione reciproca per simpatia degli altri inneschi.
ATTENZIONE!: Durante tutte le operazioni di ricarica è necessario indossare occhiali protettivi. Il materiale utilizzato è pericoloso, in particolare gli inneschi potrebbero esplodere e causare l’esplosione reciproca per simpatia degli altri inneschi.
Le tabelle di ricarica
Per le motivazioni esposte dei paragrafi precedenti si è deciso di assemblare le cartucce con il seguente materiale:
- Bossoli 9×21 di recupero (di primo sparo..)
- Inneschi CCI Small Pistol 500 (confezione minima 100 inneschi).
- Palle Ramate Fiocchi 9mm Fmj 123grs RN (confezione minima 500pz).
- Polvere Cheddite Granular S Fine (confezione minima 500g).
Quindi la prima cosa che dobbiamo preoccuparci di fare è di reperire le tabelle di ricarica della polvere che vogliamo usare. Spesso le tabelle vengono fornite assieme al propellente direttamente in armeria, ma per sicurezza è bene procurarsele dal sito del produttore, facendo attenzione a verificare oltre al prodotto, anche il lotto di produzione, infatti lotti differenti della stessa polvere possono avere tabelle di ricarica differenti.
Accediamo quindi al sito www.chedditeitaly.com e scarichiamo le tabelle del 2016
(Attenzione!, quanto riportato è solo un esempio, come detto ogni polvere ha le sue peculiarità e dovrà essere vostra cura procurarvi le tabelle correte, per le prime volte è bene chiedere alla vostra armeria di fiducia)
TabelleGRANULAR_al_14_04_2016_Rev_2.pdf
In questo caso osserviamo che nel documento sono presenti le tabelle per due prodotti:
- Granular S Fine
- Granular s Grossa
Siccome abbiamo deciso di utilizzare la Granular S Fine, andiamo ad analizzare quest’ultima tabella:
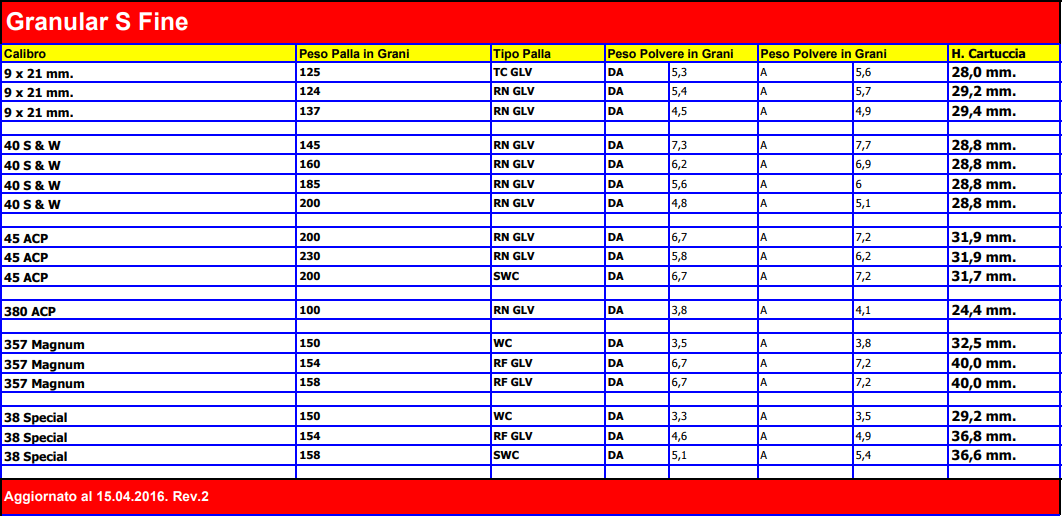
La tabella riporta i parametri di ricarica per differenti calibri, dato che stiamo ricaricando il 9×21 faremo riferimento solo a questa specifica parte della tabella.

Vediamo che dalla tabella sono indicati i seguenti parametri:
CALIBRO
Formato del bossolo da ricaricare, 9×21 nel nostro caso.
PESO PALLA IN GRANI
E’ il peso (in grani) della palla che andremo a montare nella nostra cartuccia, questo parametro di ricarica ha diretta influenza sulle pressioni in gioco.
TIPO PALLA
E’ il fattore di forma della palla scelta, le opzioni citate dalla tabella sono:
- TC GLV = Troncoconica a ricopertura galvanica
- RN GLV = Round nose a ricopertura galvanica
PESO POLVERE IN GRANI (DA)
Rappresenta il quantitativo di polvere minimo consigliato (influisce direttamente sulle pressioni in gioco)
PESO POLVERE IN GRANI (A)
Rappresenta il quantitativo di polvere massimo consigliato (influisce direttamente sulle pressioni in gioco)
H. CARTUCCIA
Indica la lunghezza complessiva (OAL) che il produttore consiglia in base ai precedenti parametri, anche questo parametro influisce direttamente sulle pressioni in gioco.
Torniamo quindi al nostro esempio, in base al materiale di consumo che abbiamo scelto possiamo già fissare alcuni parametri:
- Peso Palla: 123 grani
- Tipo Palla: RN ricoperta
Quindi la riga a cui far riferimento è la seconda.
Considerato che per prudenza dovremo partire sempre da quantitativo minimo di polvere consigliato (che in questo esempio è di 5,4 grani), dalla tabella leggiamo che la lunghezza complessiva della cartuccia dovrà essere di 29,2 mm
ecco quindi che abbiamo ottenuto i rimanenti parametri che ci occorrono per la corretta configurazione dell’attrezzatura per il ciclo di ricarica:
Per ogni cartuccia:
- Peso Palla: 123 grani
- Tipo Palla: RN ricoperta
- Quantitativo di polvere: 5,4 grani di Cheddite granular S Fine
- OAL: 29,2mm
Prendiamo da subito la buona abitudine di annotare quello che facciamo ad ogni ciclo di ricarica. Recuperiamo quindi un libretto da dedicare allo scopo e annotiamo i parametri che stiamo utilizzando ed eventuali note su quanto osservato in fase di ricarica e soprattutto sui risultati ottenuti sul campo di tiro.
Ora dovremo preoccuparci di verificare che tali parametri siano rispettati per ogni cartuccia che andremo a realizzare con questo ciclo di ricarica.
![]() ATTENZIONE! I dati riportati nelle tabelle di ricarica sono dati “medi” ricavati statisticamente dai test effettuati dal produttore. Non forniscono tutte le possibili combinazioni e la configurazione più adatta alle nostre cartucce e alle nostre armi va ottenuta per tentativi. Per la nostra sicurezza dovremo partire dai parametri più “sicuri” (OAL piu’ corta, crimpatura minore, quantitativo di polvere minimo etc.) , effettuando tentativi che producono pressioni maggiori solo dopo aver verificato sul campo di tiro le cartucce prodotte.
ATTENZIONE! I dati riportati nelle tabelle di ricarica sono dati “medi” ricavati statisticamente dai test effettuati dal produttore. Non forniscono tutte le possibili combinazioni e la configurazione più adatta alle nostre cartucce e alle nostre armi va ottenuta per tentativi. Per la nostra sicurezza dovremo partire dai parametri più “sicuri” (OAL piu’ corta, crimpatura minore, quantitativo di polvere minimo etc.) , effettuando tentativi che producono pressioni maggiori solo dopo aver verificato sul campo di tiro le cartucce prodotte.
L’innescatore
 La pro 1000 è dotata di un innescatore automatico, il cui serbatoio per sicurezza non va caricato con più di un centinaio di inneschi.
La pro 1000 è dotata di un innescatore automatico, il cui serbatoio per sicurezza non va caricato con più di un centinaio di inneschi.
Per caricare il serbatoio rimuoviamo a parte trasparente e rovesciamo sopra gli inneschi. Noteremo che la superficie non è liscia, ma presenta delle zigrinature. Agitiamo quindi il serbatoio facendo in modo che gli inneschi vibrino e saltellino, con questo movimento si orienteranno in gran parte con la parte chiusa (più pesante) sul fondo, lasciando a vista la parte aperta. Giriamo manualmente i pochi inneschi che non si sono orientati correttamente e chiudiamo il serbatoio con il suo coperchio trasparente.
Aiutandoci con un cacciavite teniamo chiusa l’apertura e agganciamola alla slitta senza far cadere gli inneschi, rimuovendo il cacciavite gli inneschi scivoleranno verso la pressa nella giusta posizione. Assicuriamoci che anche nella slitta tutti gli inneschi siano girati correttamente e che arrivino fino all’innescatore presente sulla pressa. Al passaggio del primo bossolo verranno posizionati correttamente per essere caricati.
Prima di iniziare diamo qualche colpetto con il cacciavite al serbatoio, in modo che tutti gli inneschi si allineino per essere caricati nella slitta, l’alimentazione avviene infatti per caduta e per il corretto funzionamento è quindi necessario che vi sia una colonna di almeno una decina di inneschi. Controllate quindi durante le operazioni che gli inneschi scendano in modo omogeneo dalla slitta, senza spazio tra di essi.
L’innescatore è una delle parti più delicate della pressa dato che è quello che può causare i maggiori problemi e che tali problemi sono quelli di maggior impatto. Occorre prestare la massima attenzione al suo corretto funzionamento.
Se la slitta non è perfettamente pulita gli inneschi potrebbero non scendere correttamente lasciando il bossolo privo di innesco al momento del riempimento con la polvere, causando quindi fuoriuscite di polvere dal fondello del bossolo che andrebbero a sporcare lo shell plate e in particolare l’innescatore. In tal caso occorre fermarsi e ripulire per bene tutto quanto con una spazzolina o un pennello e solo in seguito ricominciare le attività.
A volte capita che l’innesco venga posizionato al contrario o per traverso, una mano esperta può accorgersene già dal tipo di risposta della leva, capendo che qualcosa si è incastrato o non è sceso con la dovuta semplicità. Anche in tal caso conviene fermarsi, risistemare, eventualmente pulire o ungere le parti interessate al problema e riprendere le operazioni solo quando tutto è nuovamente in ordine.
![]() ATTENZIONE! Sebbene sia possibile usare il die decapsulatore anche per rimuovere inneschi montati male evitate questa operazione, perché il rischio di scoppio è molto elevato.
ATTENZIONE! Sebbene sia possibile usare il die decapsulatore anche per rimuovere inneschi montati male evitate questa operazione, perché il rischio di scoppio è molto elevato.
Regolazione dell’OAL
Come abbiamo visto nel paragrafo relativo alla regolazione del Die #3 (Inserimento palla e Crimpatore) la regolazione dell’affondamento della palla, e di conseguenza la lunghezza complessiva della cartuccia (OAL), è praticabile tramite la ghiera esterna di questo die.
Proviamo quindi ad assemblare una cartuccia (vuota, senza ne polvere ne innesco) e misuriamola attraverso il nostro calibro. Nel nostro esempio la lunghezza complessiva dovrà essere di 29,2 mm.
Se in precedenza abbiamo regolato il 3^ die sulla massima lunghezza prevista in tabella dovremo ridurre l’OAL, procederemo quindi avvitando di mezzo giro alla volta la ghiera , assemblando una nuova cartuccia e verificando nuovamente la misura.
Procederemo in questo modo finché non misureremo una OAL esattamente di 29,2 mm. Le cartucce utilizzate per le prove potranno essere poi smontate tramite il martello cinetico, recuperando tutte le loro parti.
Regolazione del dosatore automatico della polvere
Per l’inserimento della polvere nella cartuccia utilizzeremo il Dosatore LEE Autodisk, al quale al posto dei dischi perforati avremo sostituito il dosatore micrometrico.
Questo dosatore è dotato di una scala graduata e tramite una rotellina di regolazione permette di variare comodamente il volume del misurino, garantendo un’ottima precisione ed una buona ripetibilità. Il tipo di polvere che abbiamo scelto ha una grana fine e regolare e scorre facilmente attraverso le parti del dosatore.
Sulla scala del dosatore micrometrico è indicato il volume che può essere regolato tra 0,28 cc e 1,6 cc. Il volume occupato dal quantitativo di polvere prescelto dipende dalla sua forma e pertanto dovremo procedere per tentativi, inoltre nel caso si cambi tipo di polvere le misure andranno verificate nuovamente.
Procediamo ora a regolare il dosatore micrometrico per ospitare esattamente 5,4 grani:
- Assicuriamoci che il dosatore sia correttamente montato sul die #2.
- Regoliamo la rotella del dosatore micrometrico sul volume minimo.
- Carichiamo almeno per metà il serbatoio del dosatore (In modo che il peso della polvere sia sufficiente a causarne la caduta nel misurino senza intoppi).
- Proviamo a caricare una cartuccia inserendo il bossolo e facendolo arrivare fino alla seconda stazione (è necessario innescarlo in modo che non fuoriesca polvere dal fondello).
- Senza inserire la palla estraiamo il bossolo e verifichiamo attraverso la bilancia il quantitativo di polvere contenuto.
- Reiteriamo il procedimento aumentando progressivamente il volume del misurino fino a raggiungere il quantitativo desiderato.
- Una volta ottenuto il risultato atteso effettuiamo almeno un paio di ulteriori prove di verifica.
Per la verifica del quantitativo di polvere contenuto nel bossolo andremo ad utilizzare la Bilancia Hornady Lock-N-Load a stadera che ha una precisione di +/- 0,1 gr. ed è quindi adatta alla misura che dobbiamo effettuare. La bilancia va preventivamente posizionata su un piano stabile e tarata in modo tale che l’ago rimanga sullo zero. Procederemo quindi a svuotare il contenuto del bossolo nel contenitore della bilancia, settando i cursori e attendendo che le oscillazioni siano smorzate dai magneti della bilancia, ottenendo così una misura precisa sul peso della polvere.
Pronti per iniziare
A questo punto la nostra attrezzatura è correttamente configurata e possiamo quindi cominciare a produrre le prime cartucce.
Assicuriamoci dunque che il materiale di consumo sia caricato nella pressa:
- Riempiamo il serbatoio con i bossoli 9×21 di recupero.
- Riempiamo il serbatoio del dosatore con la polvere.
- Riempiamo il serbatoio degli inneschi.
- Riempiamo la vaschetta da ferramenta piccola con le palle.
Procediamo ora con il primo passaggio della leva, che posizionerà il primo bossolo nella prima stazione, abbassando la leva lo shell plate sarà alzato, permettendo al bossolo di essere decapsulato e riformato.
Alziamo quindi la leva della pressa, operazione che causerà la rotazione dello shell plate che porterà il primo bossolo nella seconda stazione e inserirà un nuovo bossolo nella prima stazione.
Questo passaggio permetterà anche di innescare il bossolo nella seconda stazione e sarà quindi necessario esercitare una certa forza sul fine corsa della leva verso l’alto.
ATTENZIONE: Dovrete acquisire una certa sensibilità per capire dalle forze in gioco se l’innesco è entrato correttamente o meno, con questo tipo di pressa , soprattutto le prime volte, capita che l’innesco non entri correttamente, entri storto o non entri proprio. Occorrerà un po’ di pratica per evitare questo genere di problemi.
Se abbiamo innescato correttamente il bossolo abbassiamo nuovamente la leva. in questo modo, mentre il bossolo in prima stazione viene decapsulato, il primo bossolo viene spinto sotto al second Die, venendo quindi svasato e spinto sotto al dosatore. la pressione permetterà al cassettino del dosatore scorrere fino a svuotare il contenuto del misurino nel bossolo.
Alziamo nuovamente la leve facendo girare lo shell plate, caricando un nuovo bossolo in prima stazione, innescando il bossolo in seconda stazione e posizionando il primo bossolo inserito sulla terza stazione.
Verifichiamo che il bossolo contenga la polvere, posizioniamo una palla sopra al bossolo e accompagniamola all’interno del terzo die abbassando nuovamente la leva.
La palla verrà quindi pressata dentro al bossolo e crimpata in modo da sigillare la cartuccia.
Alziamo quindi nuovamente la leva ottenendo un’ulteriore rotazione dello shellplate e la fuoriuscita della prima cartuccia completa. Da questo momento in poi (se tutto fila liscio) ad ogni passaggio produrremo una cartuccia.
Procediamo in questo modo facendo attenzione che il materiale di consumo sia sempre presente.
Ogni volta che alzeremo la leva avremo:
- Inserimento di un nuovo bossolo in prima stazione
- Innescamento del bossolo in seconda stazione
- Espulsione della cartuccia completata in terza stazione
Ogni volta che abbasseremo la leva avremo:
- Disinnesco e ricalibratura bossolo in prima stazione
- Svasatura ed inserimento polvere nel bossolo in seconda stazione
- Inserimento palla e crimpatura nel bossolo in terza stazione
Le prime volte verifichiamo visivamente ogni cartuccia prodotta, controllando:
- Che l’innesco sia correttamente inserito (che sia inserito dal lato corretto e non sporga dal fondello)
- Che la lunghezza della cartuccia sia quella desiderata
- Che la palla sia inserita in modo corretto
- Che il bossolo non presenti difetti e non si sia rovinato nei vari passaggi
La prima volta possiamo anche verificare che il bossolo entri correttamente nel cilindretto di test (o nella canna smontata della pistola) in modo da essere certi che abbia le misure corrette. A campione inoltre smontate una cartuccia con il martello cinetico (sempre indossando gli occhiali protettivi) e verificate che il bossolo contenga il quantitativo di polvere desiderato.
Quando avete finito riponete le cartucce prodotte nel contenitore portamunizioni e fate un ulteriore verifica visiva su tutti i fondelli per essere certi che non vi siano inneschi montati male. verificate inoltre di non aver lasciato in giro colpi assemblati.
Rimuovete tutto il materiale di consumo dalla pressa, cominciate rimuovendo la testa della pressa e svuotando il serbatoio del dosatore dalla polvere rimasta rimettendola nella sua confezione tramite un imbutino. Passate poi a rimuovere gli inneschi dal serbatoio e dalla slitta, riponendoli nuovamente nella loro confezione originale per essere conservati in sicurezza. Fate attenzione perché generalmente rimangono uno o due inneschi sulla base dell’innescatore, questi ultimi andranno rimossi manualmente tramite una punta o altro strumento adatto, per rimuoverli potrebbe essere necessario far ruotare lo shellplate.
La fuoriuscita di piccole quantità di polvere durante la ricarica è inevitabile e spesso questa polvere finisce per mischiarsi all’olio lubrificante, pulite quindi accuratamente la pressa in tutte le sue parti aiutandovi con un pennello o una spazzolina. Al termine potete spruzzare un po’ di olio per armi sulle parti in movimento, facendo attenzione a non farlo andare nei punti di passaggio della polvere (misurino del dosatore, die passa polvere etc.).
Coprite la pressa con uno straccio in modo che non si impolveri fino al prossimo utilizzo.
NOTA: Tenete sempre presente il numero di cartucce assemblate che siete autorizzati a conservare e abbiate cura di non produrne in eccesso.
Di seguito un esempio delle operazioni di ricarica del 9×21 effettuate con la lee Pro 1000
Se avete trovato il procedimento di ricarica tramite una pressa progressiva eccessivamente laborioso potete provare a cominciare con una semplice pressa monostazione, come indicato in questo video per la ricarica del 38 special, i concetti sono analoghi, ma praticati in modo più semplice e lineare a scapito della velocità di produzione.
NOTA 2023: Dalla scrittura di questo articolo (sempre valido) sono cambiate molte cose. La Lee ha rilasciato altre interessantissime presse (pro 4000 e pro 6000) nonché nuove versioni migliorate della stessa pro 1000.
Il costo del materiale da ricarica e’ aumentato parecchio, al posto dei costosissimi CCI ormai si usano gli irreperibili Fiocchi, Le palle ramate sono un lusso, adatte a chi comincia, ma non più ai tiratori abituali, che ormai si stanno orientando su palle in piombo verniciato.
In generale quindi prendete quanto scritto in questo articolo come un punto di partenza, ma non smettete mai di documentarvi sulle innumerevoli fonti di informazione disponibili on line, tramite i corsi di ricarica tenuti in molte armerie o tramite persone più’ esperte di voi!